The global chemical resistant hose industry is currently navigating a period of rapid technological evolution. As industrial processes become more complex and safety regulations more stringent, the demand for specialized fluid transfer systems has surged. From the pharmaceutical laboratories of Germany to the massive petrochemical complexes in the Middle East and the automotive assembly lines in China, the need for hoses that can withstand corrosive substances, extreme pressures, and volatile temperatures is universal.
Current market reports suggest that the chemical hose market is growing at a CAGR of over 5.5% annually. This growth is driven by the expansion of the chemical processing industry and the increasing adoption of high-performance materials like PTFE (Polytetrafluoroethylene), EPDM, and specialized fluoroelastomers. As a leading manufacturer, Shenzhen Autowellix Autoparts Co., Ltd. stays at the forefront of this curve, integrating aerospace-grade materials into commercial and industrial hose solutions.

Utilizing advanced polymers that resist over 500 different types of hazardous chemicals, ensuring zero permeation and maximum safety.
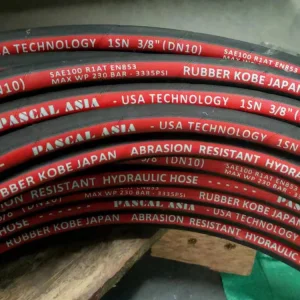
Our hoses are designed to meet SAE J2064 and API 16C standards, providing reliability under high-pressure hydraulic and pneumatic stress.
All products are manufactured to meet international quality benchmarks, making us a preferred partner for global OEM supply chains.
The integration of sensors into hose assemblies is becoming a reality. Manufacturers are developing "smart hoses" that can monitor internal pressure, temperature, and wear levels in real-time. This allows for predictive maintenance, preventing catastrophic failures in critical chemical environments.
There is a massive shift toward "Green Chemistry." This involves developing hose liners that do not leach chemicals into the fluid and are recyclable at the end of their service life. At Autowellix, we are exploring bio-based elastomers to reduce the carbon footprint of our manufacturing process.
With the rise of electric vehicles (EVs) and advanced aerospace applications, hoses must now operate in temperatures ranging from -60°C to +250°C without losing flexibility or structural integrity.

Understanding the specific needs of different regions is crucial for a global manufacturer. Procurement managers from different sectors look for distinct qualities in a chemical resistant hose.
Focus on Regulatory Compliance (FDA, REACH, RoHS). Procurement teams in these regions prioritize long-term durability and manufacturer accountability. They require detailed technical data sheets and certification for every batch.
Focus on Environmental Resistance. Hoses must withstand high UV exposure and humidity. In the Middle East, resistance to crude oil and high-pressure oilfield applications (API 16C) is the primary requirement.
Focus on Abrasion Resistance. In localized mining sites, hoses are often dragged across jagged rocks. Our steel wire reinforced and braided hoses are engineered specifically for these "Rough Use" scenarios.
The "Made in China" label has evolved into a symbol of High-Efficiency Innovation. For chemical hose procurement, China offers a complete vertical supply chain—from raw polymer synthesis to final assembly. This integration allows for:
Shenzhen Autowellix Autoparts Co., Ltd. is a professional automotive parts manufacturer and exporter based in Shenzhen, China, specializing in high-quality vehicle fluid lines and hose assemblies. With a strong focus on innovation, design, and precision manufacturing, Autowellix offers a wide range of products including coolant hoses, gearbox oil lines, steering fluid pipes, windshield spray hoses, and other critical automotive pipe solutions.
The company combines advanced R&D capabilities with experienced production teams to ensure products meet demanding industry standards and vehicle performance requirements. Autowellix is committed to providing durable, reliable, and high-performance automotive piping systems that withstand extreme temperatures, high pressures, and rigorous driving conditions. Its products are widely used in passenger vehicles, commercial automobiles, and aftermarket applications worldwide.
With strict quality control processes, from material selection to final inspection, Autowellix ensures every product delivers excellent service life and safety performance. Dedicated to customer satisfaction, Shenzhen Autowellix Autoparts Co., Ltd. supports OEM and customized solutions, providing tailored services to meet diverse market needs. The company’s global sales network and professional support teams enable efficient cooperation with partners across Europe, the Americas, Southeast Asia, and beyond, making Autowellix a trusted name in automotive fluid line manufacturing and supply.
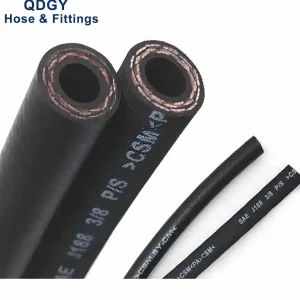
To be a Top Trusted Chemical Resistant Hose Manufacturer, one must master the science of polymer compatibility. Our engineering team evaluates the "Hildebrand Solubility Parameters" for every new chemical application. For example, when transporting hydraulic fluids containing phosphate esters, we utilize EPDM (Ethylene Propylene Diene Monomer) because of its exceptional stability against polar solvents. Conversely, for fuel injection systems carrying modern bio-diesels and E-85 ethanol, we employ FKM (Viton) or PTFE liners to prevent swelling and degradation.
Our SAE J30R9 standard fuel injection hoses are a testament to this expertise. They feature a multi-layer construction: an inner tube resistant to modern fuels, a high-strength textile reinforcement layer, and a cover designed to resist heat, ozone, and abrasion. This multi-tier protection ensures that the hose remains flexible and leak-proof for the entire lifespan of the vehicle, even in the high-heat environment of a turbocharged engine bay.
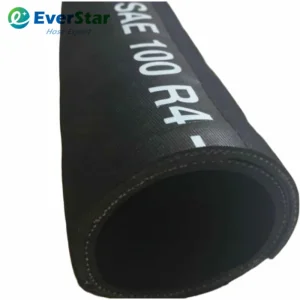
Furthermore, our API 16C compliant hoses for oilfield applications are built to handle the most violent conditions on an oil rig. Choke and kill lines must manage massive pressure spikes while remaining flexible enough for rig movement. By using high-tensile spiral wire reinforcement, we achieve burst pressures that far exceed standard industrial requirements, ensuring the safety of workers and the environment in deep-sea and land-based drilling operations.
In the automotive sector, our SAE J2064 air conditioner hoses utilize a "veneer" barrier technology. This ultra-thin polyamide layer inside the rubber hose acts as a shield, preventing the permeation of expensive and environmentally sensitive refrigerants like R134A and R1234yf. This precision engineering reduces the need for frequent AC recharges and aligns with global environmental standards for reducing greenhouse gas emissions.
Choosing the right chemical resistant hose manufacturer is about more than just buying a product; it’s about ensuring the safety of your personnel and the efficiency of your operations. At Autowellix, we combine decades of experience with a relentless drive for innovation to provide hoses that don't just meet standards—they set them.
Whether you are looking for high-pressure hydraulic assemblies for construction machinery, specialized AC refrigerant hoses for automotive applications, or heavy-duty API-certified hoses for the oil and gas sector, our team is ready to deliver. We invite global distributors, OEM partners, and industrial procurement experts to contact us for customized fluid line solutions that drive the future of industry.